ORBITAL WELDING

Why Orbital Welding?
Orbital Welding was first introduced in the late 1960’s as a way to reduce the weight of hydraulic and fuel systems on commercial aircraft.
In the Pharmaceutical Industry: In the late 1970’s orbital welding began to be used for Pharmaceutical water systems as a way to eliminate any Contamination or areas where water may be retained for possible bacteria Growth…as can happen with manual welding.
In the Semiconductor Industry: In the early 1980’s with the explosion in semiconductors orbital welding was introduced as a method to improve Yields through improved gas purity and leak integrity.
Why Orbital Welding?
Orbital Welding was first introduced in the late 1960’s as a way to reduce the weight of hydraulic and fuel systems on commercial aircraft.
In the Pharmaceutical Industry: In the late 1970’s orbital welding began to be used for Pharmaceutical water systems as a way to eliminate any Contamination or areas where water may be retained for possible bacteria Growth…as can happen with manual welding.
In the Semiconductor Industry: In the early 1980’s with the explosion in semiconductors orbital welding was introduced as a method to improve Yields through improved gas purity and leak integrity.
Critical Variables When Performing Orbital Welding
Tube Welding is extremely repeatable, accurate and precise when all of the associated variables are identified, monitored and controlled.
Any one of these variables may affect the weld quality. Tube preparation in terms of being square and fit up is extremely important. The surface must be free of burrs while not being excessively de-burred.
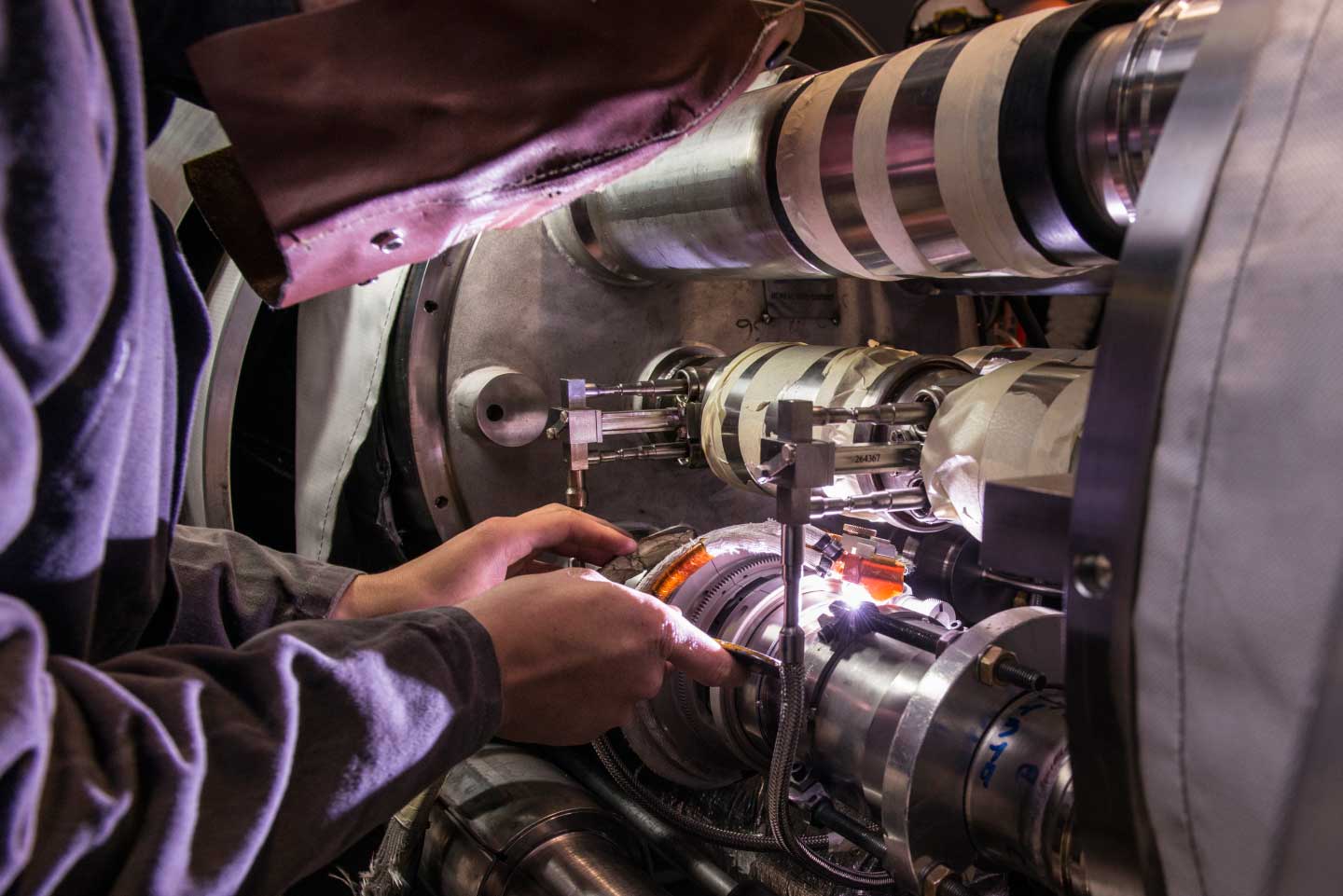
Uses for Semiconductor Gas Delivery Systems
Orbital Welding is used in many aspects of the semiconductor gas delivery systems including: Welding Fittings on Regulators and Gauges, welding Pressure Transducers, welding Fittings on Valves, Gas Delivery Lines, Gas Panels, Internal Components on Regulators and other Devices.

Key Advantages Of Orbital Welding Systems
- Extremely repeatable welds, Smooth and even tube bore and smaller
heat affected zone (HAZ) - Elimination of defects including porosity and cracking
Other orbital welding variables include:
Material chemistry and heat, Weld procedure parameters, Tungsten geometry and eccentricity when it orbits, Tube cleanliness, Purge gas quality and quantity, Ambient conditions and Input power